

CPVCエルボパイプ継手金型
導入
私たちの CPVC エルボ金型の製品紹介は次のとおりです。
【金型材質】45#焼入れ焼戻し、60#焼入れ焼戻し、P20、P20H、718、718H、2738、7138、NAK80、S136、SKD61など、お客様のご要望に応じます。
【金型設計ソフト】Moldflow、UG、PROE、AUTOCAD、Cimatron Eなど
【金型冷却システム】 循環水の最適化設計により、生産効率の向上とコスト削減を実現。
【金型中間処理】焼入れ・焼き戻しを行い、硬度を高めます。
【金型後処理】(窒化処理温度が低く、変形が少なく、焼入れが不要で、表面硬度が高く(HV8500以上)、耐摩耗性に優れています。
詳細
[金型寿命】 通常使用で50万回以上。
[輸送方法】 金型の出荷前に、クランプピースを取り付け、ストレッチフィルムで包み、木箱に梱包する必要があります。梱包は頑丈で防錆性があり、輸送中の金型の損傷を回避し、最終的にお客様への物流輸送を行います
[原産地] 黄岩、台州、浙江。
よくある質問:
1. 管継手金型 通常の生産でエジェクターピンが曲がったり折れたりした場合はどうすればよいですか?
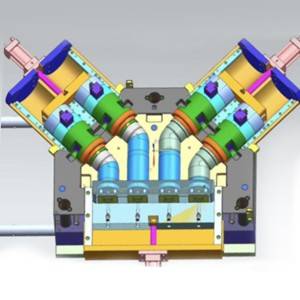
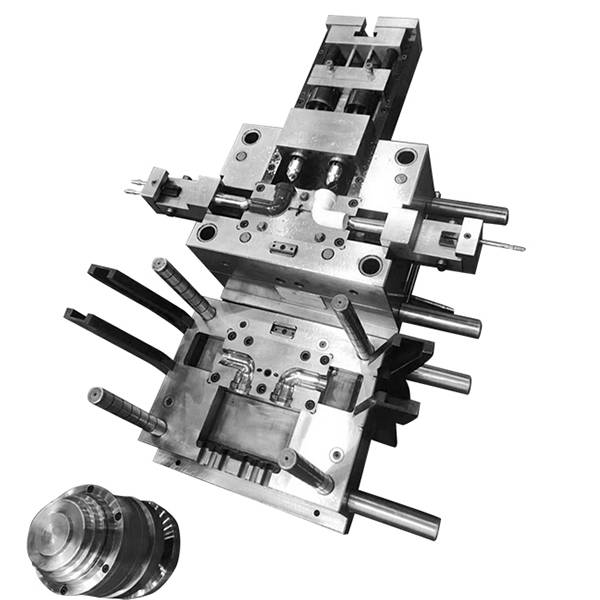
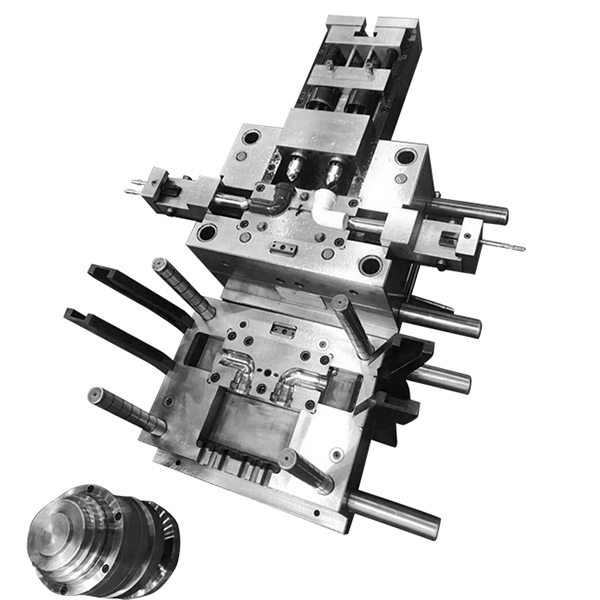
今回はこちらのCPVCエルボ管継手金型をターゲットにしています
詳細な紹介を行います。
自作のエジェクターロッドは品質が優れていますが、加工コストが比較的高くなります。現在、金型構造は一般的に標準部品を使用しており、品質は従来のレベルにあります。エジェクタピンとガイド穴の間のギャップが大きすぎると、材料漏れが発生します。しかし、隙間が小さすぎると射出成形時に金型温度が上昇し、エジェクターピンが膨張して固着し、場合によってはエジェクターピンを一定距離突き出しても動かず変形してしまいます。次の型締めでは、高い方のエジェクタ ロッドをリセットできず、キャビティに直接当たります。
CPVCエルボ管継手金型が正常に生成された場合
この問題が発生した場合は、エジェクタ ピンを再研磨する必要があります。金型構造は、エジェクタピンの先端に10~15mmの嵌合部分を保持し、中間部分は0.2mm小さく研磨されています。すべてのエジェクタ ロッドを組み立てた後、エジェクタ メカニズム全体が自由に前進および後退できることを確認するために、通常は 0.05 ~ 0.08 mm の範囲で、はめあいのクリアランスを厳密にチェックする必要があります。
2. 製造工程で CPVC エルボ パイプ フィッティング 金型の冷却不良や水漏れが発生した場合はどうすればよいですか?
CPVC エルボー パイプ フィッティング 金型の冷却効果は、製品の品質と生産効率に直接影響します。冷却不良、製品の大きな収縮、不均一な収縮などにより、反り変形やその他の欠陥が発生します。一方、フィッティング金型の全体または一部が過熱し、金型が正常に形成できなくなり、生産が停止します。ひどい場合にはエジェクターロッドなどの可動部が熱膨張することもあります。死亡し、破損しています。
冷却システムの設計と処理は、製品の形状によって異なります。特に大中型金型の場合、管継手金型の構造が複雑であったり、加工が困難なため、このシステムを省略しないでください。冷却の問題を十分に考慮する必要があります。

展示会