

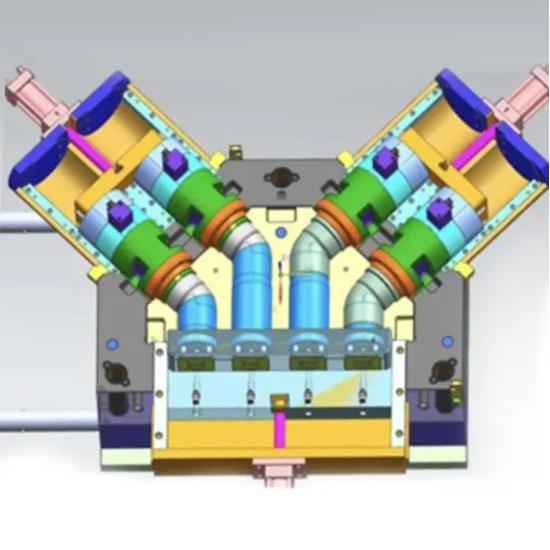
管継手金型、最初の金型と 2 番目の金型を含みます。第1のダイ本体には第1のインサートが埋め込まれ、第1のインサートには第1の溝が設けられ、第1の溝は第1のダイ本体の溝と連通している。第2の金型本体には第2の挿入ブロックが埋め込まれており、第2の挿入ブロックには第2の溝が設けられている。第2の溝は、第2のモジュールの溝と連通している。第2のダイ本体は分解して第1のダイ本体に取り付けることができ、第1のダイ本体、第2のダイ本体、第1のインサートおよび第2のインサートは一緒に管継手キャビティ内に封入される。1 番目と 2 番目のインサートはベリリウム銅製です。本発明は、管継手製品構造の複雑な部分における冷却速度を効果的に改善することができ、製品の強度を向上させ、金型剥離の発生を防止するのに役立つ。
プラスチック管継手一般的に使用される工業用部品の一種です。生産するために、多くの場合、の部品を設定する必要があります管継手複雑な特殊形状の構造として。例えば、自動車のインテークパイプとアウトレットパイプは、一般的にコルゲート構造で設計されています。コルゲート構造は、騒音の低減と消音の役割を果たし、作業中の空気の流れをスムーズにすることができ、設置も簡単です。
プラスチック管継手特殊な形状の構造を持つ一般的に全体としてブロー成形の方法を採用し、金型キャビティブロー成形によると、円筒状のブランクによって製品をブロー成形します。金型のパイプ継手の不規則構造に対応する部分には、対応する構造があります。構造の表面積が大きいため、ブローの過程で、その場所の加熱面が大きくなり、温度が高くなり、その場所が金型の中央に位置し、冷却しにくくなります。冷却強度が低いと、多くの場合、異常な構造で管継手の強度が低下し、管継手の品質が低下します。
さらに、複雑な形状の特殊な形状の構造のフィッティングにより、ストリッピングのプロセス、抵抗が非常に大きく、冷却が不十分な場合、焼きや型抜きの変形が生じやすく、生産効率が低下し、廃棄されることさえあります。実際の製造工程で離型剤に頼りすぎると、離型剤の使用は一方では製造コストの増加を招き、他方ではオペレータの健康に有害です。
異形管構造に対応した金型の冷却強度をいかに向上させるかは、この分野の技術者が解決すべき最重要課題の一つです
投稿時間: Apr-01-2021